M本さんの 1940 MERCURY ”BREEZEE”
アメリカから輸入した車両の不具合部分の修正と
好みにリメイクプロジェクトを進めてまして

裏骨の形状を直したら、次はフード本体に進みまして
フードは塗装とパテが入っていて、そのままでは
ハンマリングや溶接が出来ないので

鉄板の状態を直接見ないと正確に把握できず、
どこが悪くてこうなっているのか解らないので
塗ったばかりですが、塗装、パテは総剥離されまして

パテを厚く盛らないといけない原因の大きな
凹みや小さなエクボを直していきます
直したい部分は片手にハンマーを持って、表から
ハンマーで叩き、もう片手に当て石を持って
叩く部分の裏側に当てがいながら均していきますが、

フードの置き方によっては、フードが大きいので
手が届かなかったリ、作業しづらい体勢になるので
フードはスタンドに置いたり、裏返したり、吊って
立てたりしながら、都度最善の向きで作業を進めていき

塗装を剥がしてみたら、凹みや傷だけでなく
フードの鉄板自体にクラックが入っている
部分が幾つも見つかりまして

耳や淵にクラックが入るならまだしも
平面の部分にクラックが入るのは、82年前の
鉄なので、金属疲労や鉄板の劣化なのか

クラックをそのままにしておくと、せっかく綺麗に塗装しても
下地の鉄板自体が割れているので
フードの開閉で動いたり、走行中の振動などが伝わり
塗装は長持ちせずに割れてきてしまいますし

フード自体もクラックはどんどん広がっていく一方なので
剥離したお陰でクラックに気付いたのは幸いです
この段階で修理しておかないといけないので
クラック部分は溶接して補修していきまして

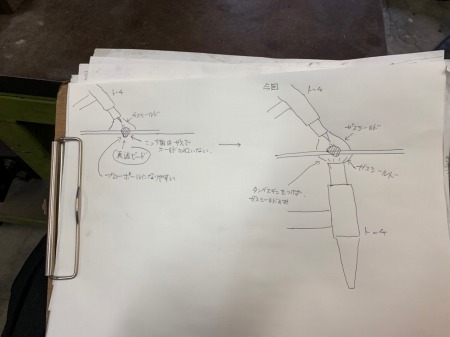
TIG溶接機で溶接する際は、トーチの先端から
アルゴンガスを出て、溶接面やビートを酸化から防いだり
溶接不良が出来ないようにシールドしますが
できれば裏側もアルゴンガスでシールドするのが理想

しかしフードはとても大きな板なので、溶接する際に
壁になって裏側までシールドガスが回りこまず
加えて、82年も前に作られたフードの鉄板自体も
経年劣化して、材質が悪くなっているので

裏までガスでシールドしないと、ビートは酸化しやすく、
どうしてもブローホールも出来やすくなります
一度ブローしてしまうと、それを塞ぎ直すのは
とても難しいので、そうなってしまわないように
予め、出来うる最高の条件を揃えて、溶接の歪みも
出さないで一発で溶接を終わられるようにしたいので
一人は表側からTIG溶接していき、もう一人は裏側から

同じタイミング、同じ場所に別のTIG溶接機のトーチをあて
溶接はせずにアルゴンガスだけを出して、裏側を
ガスシールドするという、バックシールド作業で対応

文章では伝わりづらいかもしれないので
解りやすくイラストで描いてもらったものを
貼り付けましたので、参考になればと思います

あちこちにあったフードのクラックは、メタルワークの
匠2人掛かりで修理を進めていき、
他にも大きなフードが壁になって、裏側にガスが


回らない部分は2人で進めていき
フードのクラック修理を終えたら、溶接跡を
ハンマリングで均していきまして

写真はクラックの修正や凹み取りを終えて
助手席側が綺麗に均したところで
この後、運転席側も同様に綺麗に均していき


次は先端の形状がグリルとあっていないのを
直す作業を進めていきます
VIVA! M本さん & VIVA! S庭道場!!!!!!!!!!


















コメント